

为了给您提供更的X60螺旋管-X60螺旋管免费寄样产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:X60螺旋管-X60螺旋管免费寄样的图文介绍
在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 江西宜春光亮扁钢质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。



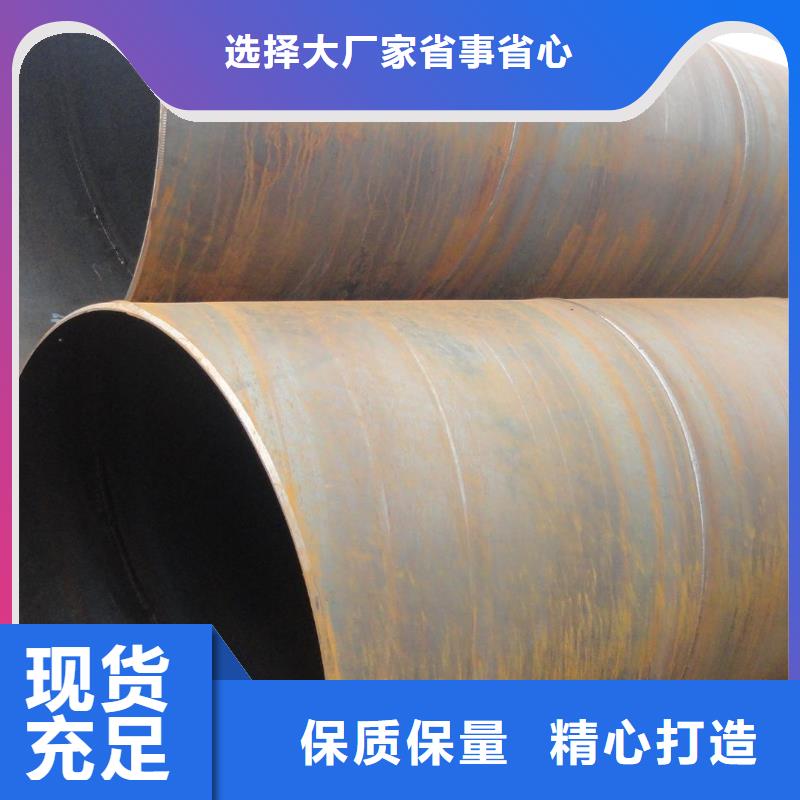
螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、华尔网本地剪边、华尔网附近刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。



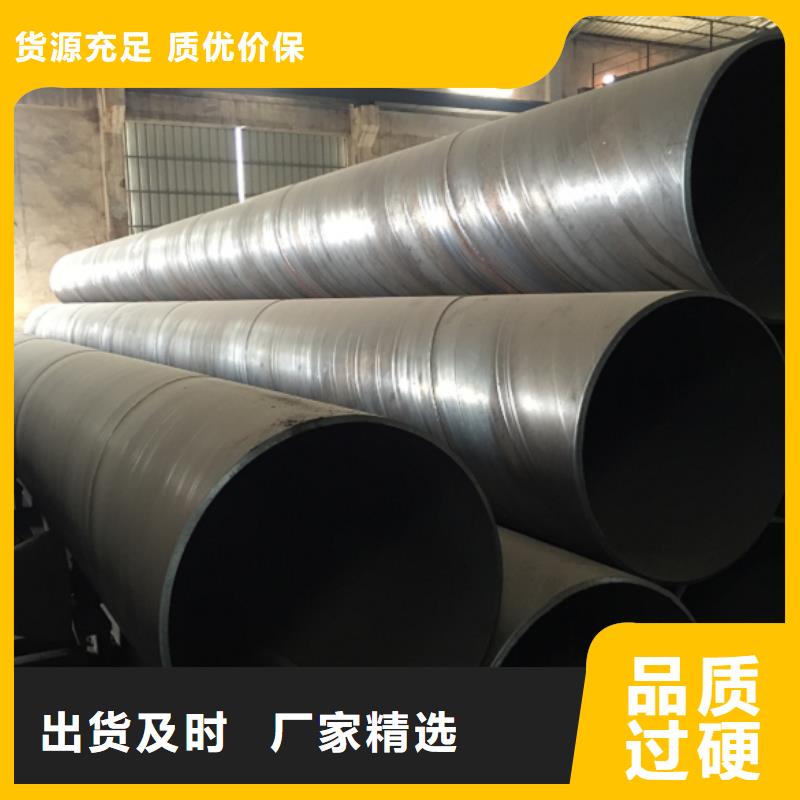
超声波探伤:对内外焊缝及焊缝两侧母材进行100%的检查。X射线探伤:对内外焊缝进行 100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢管达到标准要求的试验压 力。倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。 检查:螺旋管再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。


在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



